Без возможностей металлообработки сегодняшняя жизнь немыслима. Современную технику невозможно представить без скрепляющих элементов.
Например, автомобильные колеса фиксируются на легковом транспорте благодаря болтам и гайкам – их надежному резьбовому соединению.
В промышленности используется не одна разновидность крепежной нарезки на металле. Но более других популярен цилиндрический тип резьбы. К сожалению, не всегда можно приобрести нужные детали в готовом виде. Для самостоятельной нарезки или обновления затертых, поврежденных участков резьбы используют инструменты для нарезания внутренней и наружной резьбы.
 Вам будет интересно:Как подключать стабилизатор напряжения: порядок работ и правила безопасности
Вам будет интересно:Как подключать стабилизатор напряжения: порядок работ и правила безопасности

В связи с ростом объемов производства, повышением требований к качеству резьбовых соединений постоянно совершенствуются методы обработки деталей, обновляются техпроцессы металлорезания. Модернизируется не только инструмент для нарезания внутренней резьбы, но и другие орудия производства.
Популярные резьбовые соединения должны соответствовать требованиям ГОСТа, надежно скреплять детали и элементы.
Чем нарезают резьбу
 Вам будет интересно:DEKraft: отзывы, характеристики, советы по выбору
Вам будет интересно:DEKraft: отзывы, характеристики, советы по выбору
Пара схем, получивших основное распространение в создании резьбы резанием, соответствуют двум процессам обработки: фрезерованию и точению.

В основном же для создания резьбы применяют методы нарезания, накатывания, фрезерования и шлифования. При этом используют инструменты:
- резьбовые гребенки и резцы – для нарезания наружной и внутренней (от 12 мм в диаметре) резьбы на токарных станках;
- раздвижные и обычные плашки – для внутренней и наружной резьбы;
- резьборежущие головки и метчики – инструмент для нарезания внутренней резьбы;
- накатные плашки – для станочной накатки;
- фрезы – для резьбового фрезерования;
- абразивные круги – для шлифования точной резьбы.
Нарезка резьбы резцами – низкопроизводительный способ. Он применяется только для точной обработки (ходовых винтов, калибров) и мелких партий деталей. Главное достоинство резцового способа – простота инструмента и точность получаемой резьбы.
Нарезание резьбы в отверстиях
 Вам будет интересно:Трехклавишный выключатель - схема подключения
Вам будет интересно:Трехклавишный выключатель - схема подключения
Резьбы бывают разные: одно- и многозаходные, имеют прямоугольную, треугольную, радиусную, трапецеидальную и иные конфигурации профиля, делятся на левые и правые, внутренние и наружные.
Нанесение резьбы на внутренние поверхности деталей – непростое занятие. Но и для «скрытых» манипуляций существуют свои возможности. Цилиндрические отверстия в таких случаях обрабатывают гребенчатыми фрезами, резцами (в единичных случаях), раздвижными плашками и метчиками.
Если при выборе инструмента на лице вашего собеседника возникнет немой вопрос о том, какой из них лучше выбрать, назовите инструмент для нарезания внутренней резьбы – метчик. Именно его чаще всего используют как для ручной, так и для механизированной резьбонарезной обработки круглых отверстий.
Что такое метчик
Метчик – инструмент цилиндрической формы, предназначенный для нарезания резьбы внутри крепежных элементов, в том числе гаек и труб.
Различные конструкции метчиков делают их универсальным инструментом для нарезания внутренней резьбы. Фото, размещенные на страницах интернет-ресурсов, позволяют судить об этом. Многообразие конструктивных решений метчиков обусловлено материалом подвергаемых обработке заготовок, а также характером и условиями самого процесса. При всем модельном разнообразии основной принцип работы и строения метчиков остается одинаковым. Инструмент прокладывает резьбу в результате вкручивания.

Конструкция метчика
Метчик – своего рода закаленный винт, имеющий выступающие ребра с несколькими прорезанными винтовыми или прямыми канавками – режущими кромками. При ввинчивании в пустотелые заготовки соответствующего диаметра такие рифленые ребра вырезают стружку, выводя ее из обрабатываемой зоны отверстия и оставляя на стенках детали аналогичные винтовые канавки – резьбу.
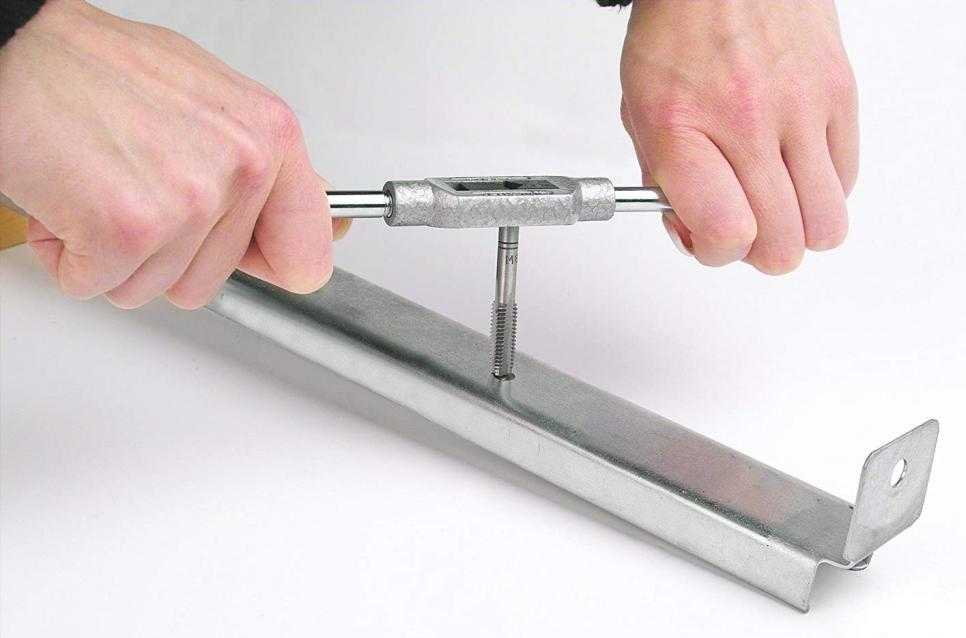
Нехитрый резьбонарезной прибор, метчик, по сути – это железный прут из твердой стали высокого качества, с наличием на одном краю режущей части, на другом – хвостовика с квадратным элементом (у ручных моделей) для крепления воротка, служащего для возвратно-поступательных движений метчика в процессе работы.
Рабочая зона инструмента для нарезания внутренней винтовой резьбы условно разделяется на части:
- режущую часть(заборную), обеспечивающую основное срезание припуска на обработку;
- калибрующий участок, окончательно обрабатывающий резьбу;
- перья (ребра с винтовой нарезкой);
- канавки для вывода стружки (малые метчики имеют 3 канавки; крупные, с диаметром больше 20 мм, – 4 канавки);
- сердцевину, придающую метчику жесткость и прочность.
Классификация метчиков
Инструменты для нарезания резьбы классифицируются по размерам. Качество резьбы зависит от правильно подобранного диаметра метчика. Он должен превышать размер обрабатываемого отверстия на 0,2-0,3 мм.

Метчики бывают специальные, сборные, плашечные, маточные, гаечные и ручные. Именно так различается инструмент для нарезания внутренней резьбы. Виды, области и способы применения метчиков разнообразны. По способу применения они бывают ручные и машинные. Метчики для станочного применения подразделяются на цельные прямые, гаечные и приспособления с вставными лезвиями. Для потребительского использования данный резьбонарезной инструмент предлагается в трех разновидностях:
- ручной;
- гаечный;
- машинный.
Ручные метчики

Есть метчики, которые используются в качестве слесарного инструмента для нарезания внутренней резьбы. Называются они ручными метчиками. Их предлагают, как правило, в наборах-комплектах из пары-тройки штук. И хотя у всех метчиков одинаковый диаметр, они отличаются. Первый черновой метчик проводит грубую нарезку резьбы, второй (средний) – срезает слой поменьше. Филигранная обработка профиля обеспечивается третьим, чистовым метчиком. Достигнутая гладкость обеспечивает легкость соединения с болтами и шпильками.
Для различения укомплектованных метчиков на их хвостовой части, там, где указан размер резьбы, наносят риски. У чистового метчика имеется три круговых риски, у среднего таких рисок две, а у чернового она одна. В раскладке "черновой – средний – чистовой" слой снимаемого метчиками материала составляет соответственно 50, 30 и 20 % припуска.
Машинные метчики
Если резьба цилиндрическая или коническая, имеет шаг до 3 мм, а расположить ее надо в глухом или сквозном отверстии, то рекомендуется воспользоваться станком или механическим приспособлением. Хотя ручная нарезка тоже возможна. У машинных метчиков очень большие по величине хвостовики и размеры заборных частей.

Если резьбонарезной процесс осуществляется в детали из стали высокой прочности, то потребуется набор из двухкомплектного набора метчиков. Для заготовок из конструкционной стали допустимо применение одного метчика. Это касается и чугунных деталей.
Инструмент этого вида отличается профилем канавок, предусмотренных для быстрого удаления стружки, и формой хвостовика, удобного для закрепления в шпинделе или патроне.
Гаечные метчики
Самые короткие инструменты для нарезания внутренней резьбы применяются при изготовлении гаек.

Небольшая длина метчика обусловлена малыми длинами отверстий большинства гаек. Применяют такие метчики при нарезании резьбы на гайкорезном автоматическом оборудовании. Также могут быть задействованы токарные станки.
Ручной или гаечный метчик в процессе работы находятся в закрепленном состоянии в воротке, насаженном на хвостовик.
На станках гаечные и машинные метчики закрепляются в спецпатронах. Патроны обеспечивают безопасность и самоотключаются при перегрузке. Нарезанные гайки удобно зависают на длинном хвостовике метчика.
Резьбонарезные пневматические машины, манипуляторы и установки
Современное оборудование позволяет увеличить объемы выпускаемой крепежной продукции без ущерба для качества. Все зависит от того, какой инструмент применяется для нарезания внутренней резьбы и как оснащено производство.
Основные преимущества прогрессивных резьбонарезных пневматических машин, манипуляторов и установок:

В заключение хотелось бы напомнить некоторые правила использования инструмента для нарезания внутренней резьбы:
- Обязательно нужно использовать смазку во избежание перегрева деталей и появления заусениц.
- После некоторого поступательного хода метчика (несколько витков) нужно давать ему обратное движение, чтобы вывести из рабочей зоны стружку и повысить качество поверхности резьбовых выступов.
- Необходимо использовать метчики в строгом чередовании, согласно нанесенной на них маркировке.
- После работы инструмент следует протирать и содержать в чистоте.
Какое бы современное оборудование ни использовалось для нарезания резьбы, по каким бы передовым технологиям ни осуществлялся техпроцесс и какой бы модерновый инструмент ни применялся, эти правила всегда остаются незыблемыми. Успешных проектов!